详解|详解精益物流改善方法
们
文章插图
1
精益物流的思想认识
1、认识“流动”的源头
亨利?福特发明了移动式汽车装配流水线,充分体现了精益中“流”的理念-各流程环节流转顺畅,没有停顿和等待的现象。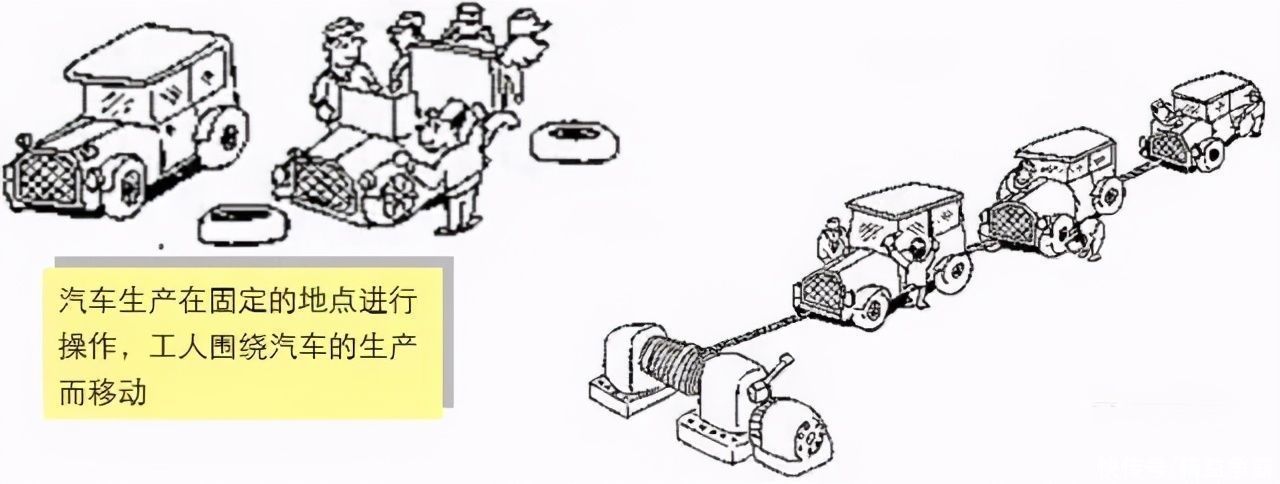
文章插图
2、TPS演绎了精益“流”的思想
丰田佐吉发明了带有自动停止功能的织布机,阐述了“不做设备看守人”、变“动”为“働”的价值理论。
丰田喜一郎发明了“准时化”生产体制,体现了精益生产中的连续流理念,强调流程中的各环节均衡效率。
丰田公司的物流链:流的建立=在物流链上(生产周期) 最少的材料等待(库存) ;人力生产力=最少无增值时间;“准时化”和拉动生产。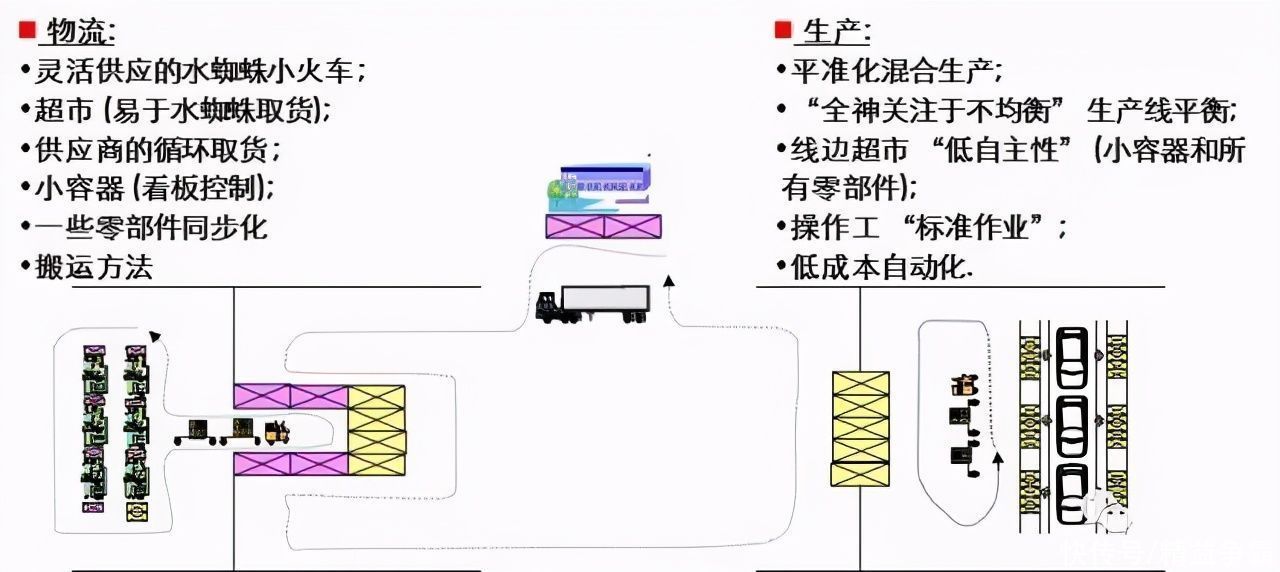
文章插图
3、试想:如果没有精益物流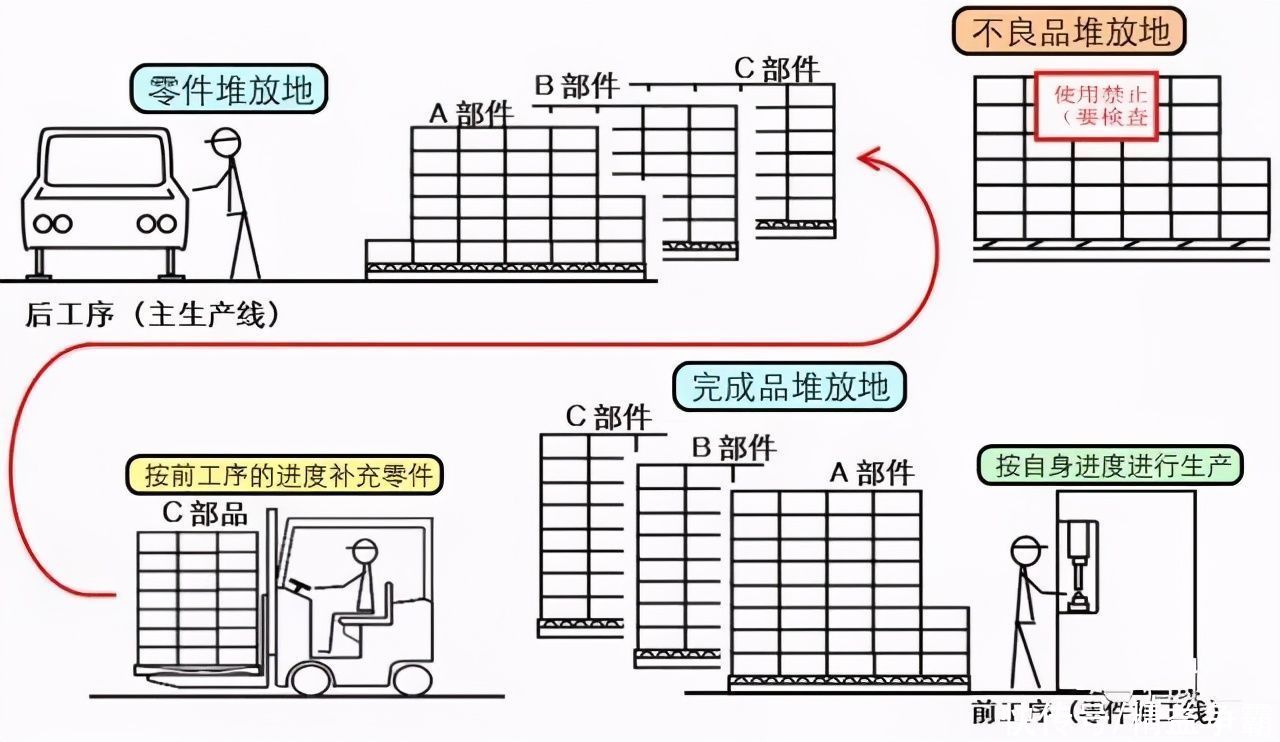
文章插图
4、有精益思想的“流”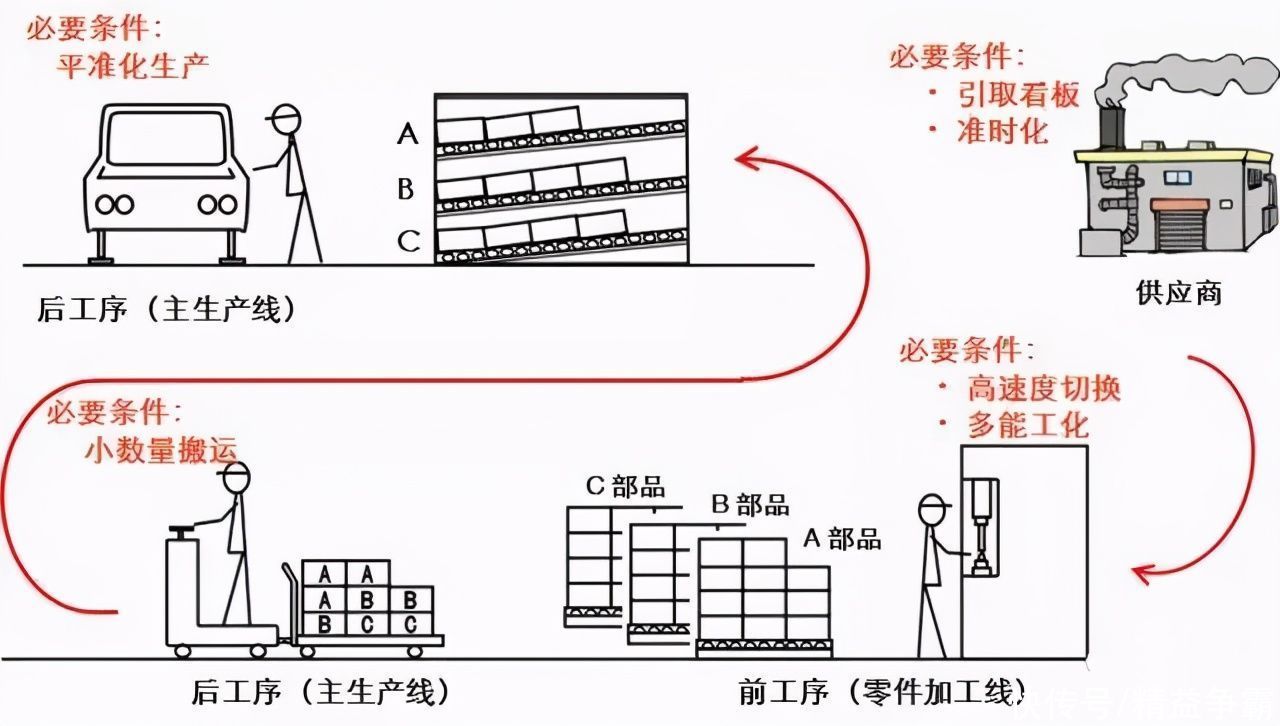
文章插图
2
精益物流体系建筑
1、我们经常遇到的物流“误区”
由于不清楚什么时候可以被送走,所以前后工序都需要有仓库,无论运输成本如何低廉,如果“准时化”水平低下就不可能降低物流的总成本,也不可能实现高效物流。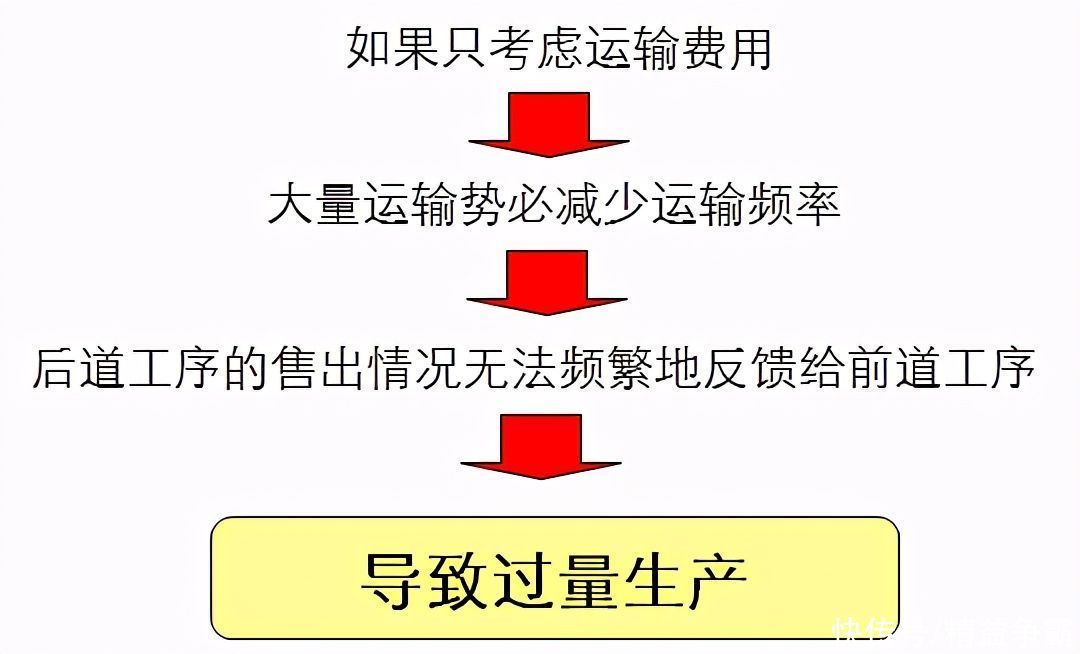
文章插图
2、精益物流的出发点
降低成本的最好方法,就是不让成本发生!从企业经营的角度来讲,最大的愿望并非使经营效率化,最好是不让这些活动发生。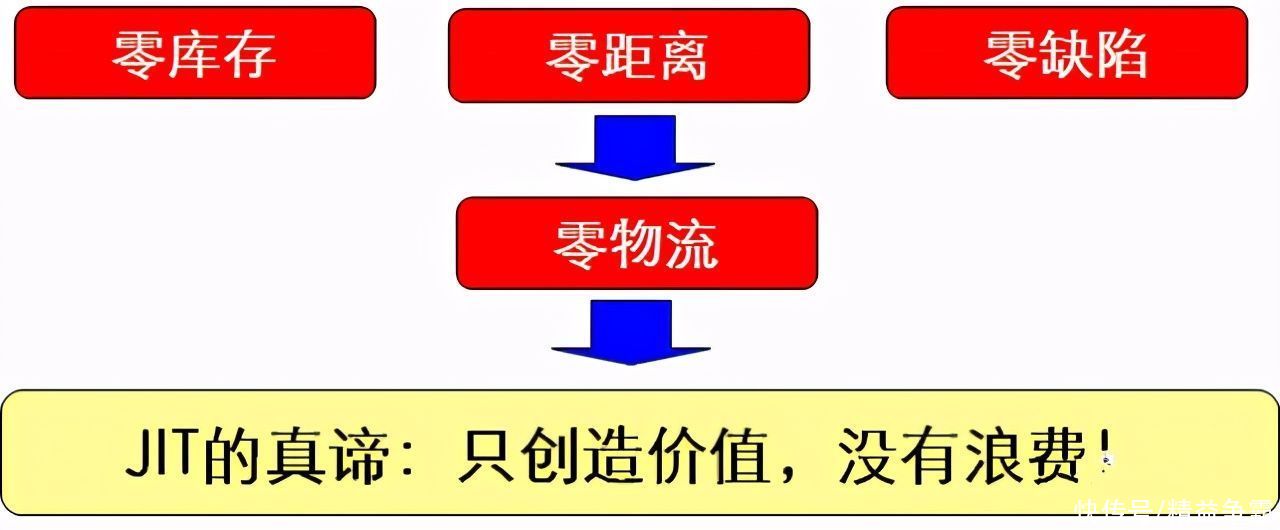
文章插图
3、精益物流的核心——准时化
文章插图
4、精益物流体系构成要素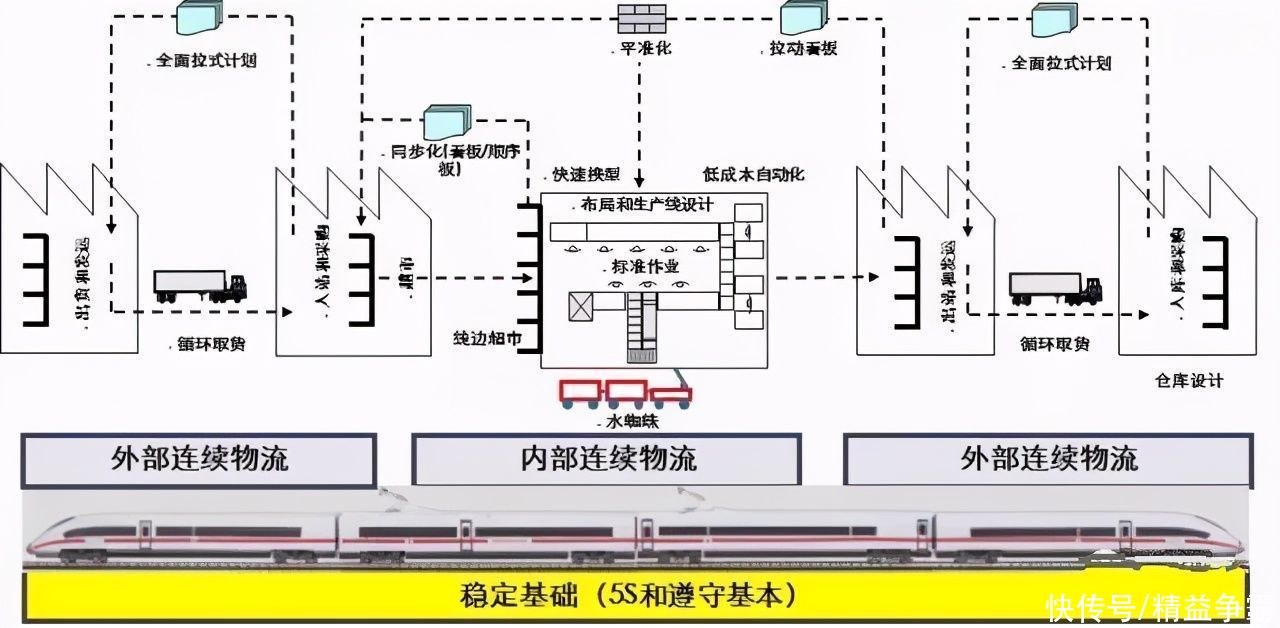
文章插图
3
物流改善:布局与生产线的设计
精益物流强调的是连续流、一个流,连续流生产目的:缩短制造周期。生产线布局和设计的20原则:
1.在产品生命周期,体积和类型的基础上设计生产线
2.设计小型容易移动的线内设备
3.考虑到客户的节拍时间
4.在流程指令中制成单件流
5.减少搬运的浪费,尽可能少用传送带
6.设计以0为目标的换模时间
7.没有孤岛操作
8.人机工作分离
9.结合工作件的进入和出去
10.设备之间的宽度应该尽量窄少
11.只放必要的材料在手臂长度范围内
12.工作应该是从右向左流程 (逆时针)
13. 机器人:微妙的机动性是很重要的
14. 尽可能的低速度精益争霸
15. 当异常发生时设备应该停止
16. 机械处理方式应首选电力
17. 没有仔细研究前不要自动化供应零件
18. 不要同时加工几个零件
19. 在新设备安置前先进行模拟
20. 通过流程组织布局并且保持硬件设施灵活
1、精益物流的天敌——集群式布局
集群式布局对物流路线产生的危害:按工艺流排步的集群布置,物流路线长,物料滞留时间长,批量大。
文章插图
2、改善方法:按工艺流程实施布局
设备布局改善是精益思想的体现:按工艺流程排布生产线,缩短物流距离;使单件流动成为可能,减少搬运的浪费;通过多能工作业使少人化成为可能,减少等待的浪费。连续流的生产线:直线型,U型。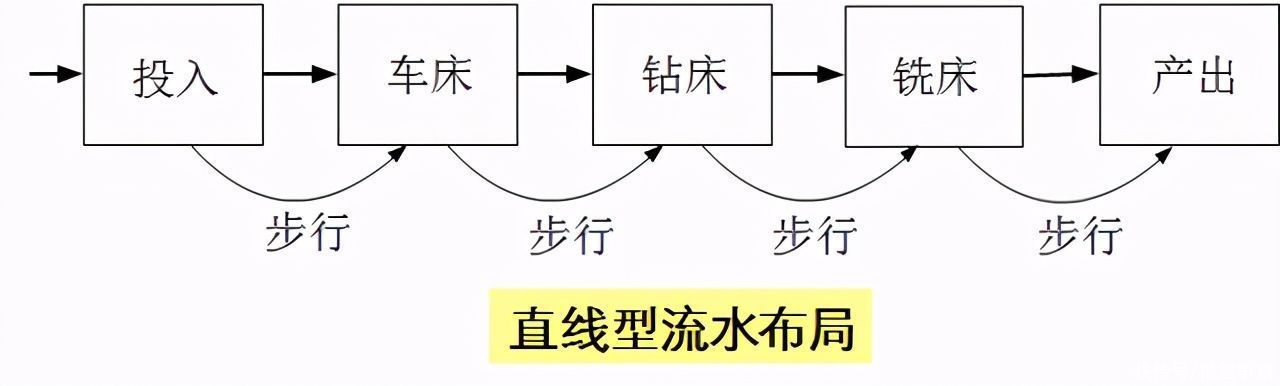
文章插图
3、为何精益物流从布局改善开始
连续流布局的要素:按节拍生产、少人化改善、培养多能工、小型化设备、平衡作业效率
作业站设计。布局的变化仅是改善的开始
文章插图
布局改善例: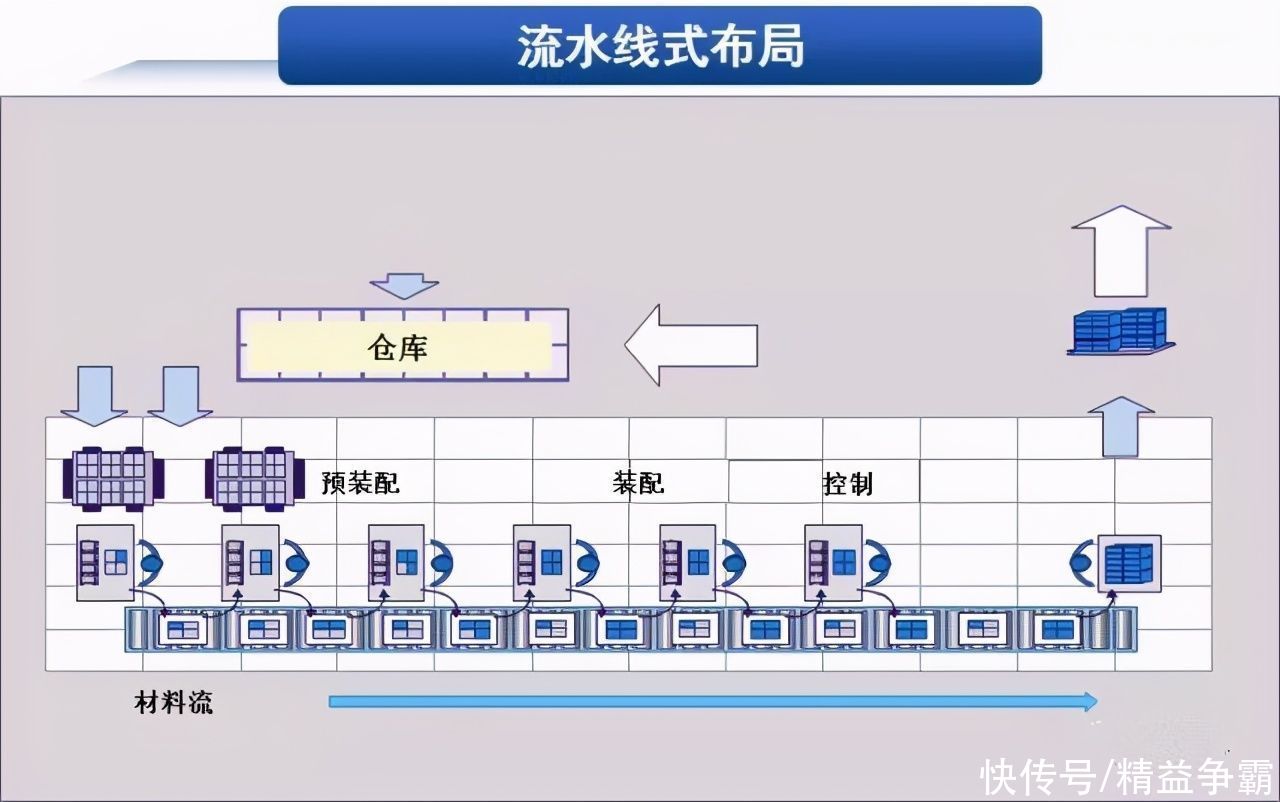
文章插图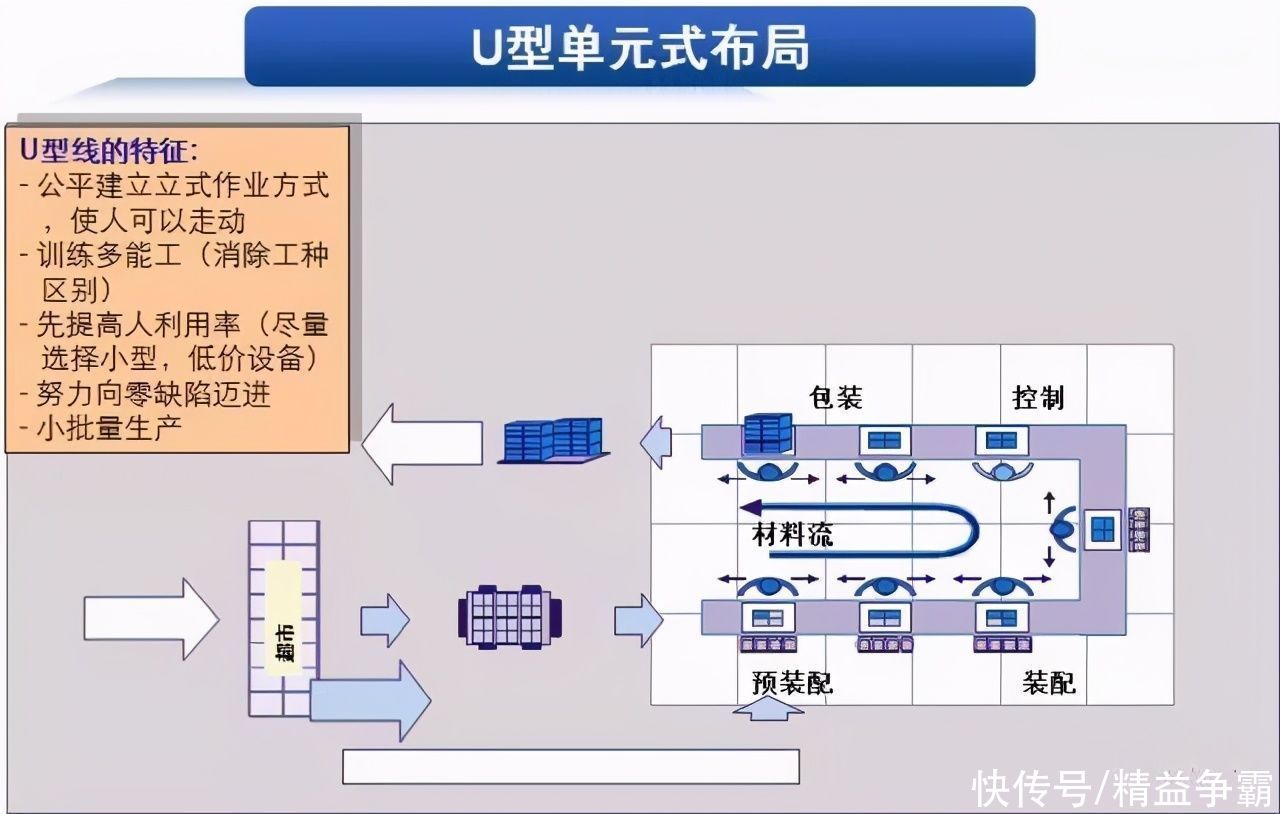
文章插图
4
物流改善:线边货店的设计
1、线边货店的作用和意义:
线边货店的设计应该室操作工动作的浪费最小化
通常在线边货店尽量不用大的货架装载
线边货店应该放置小容器或手推车并固定位置,最好是伸手就能碰到的位置
线边货店不是仓库(缓冲)
合理的时间别数量管理(后补充拉动)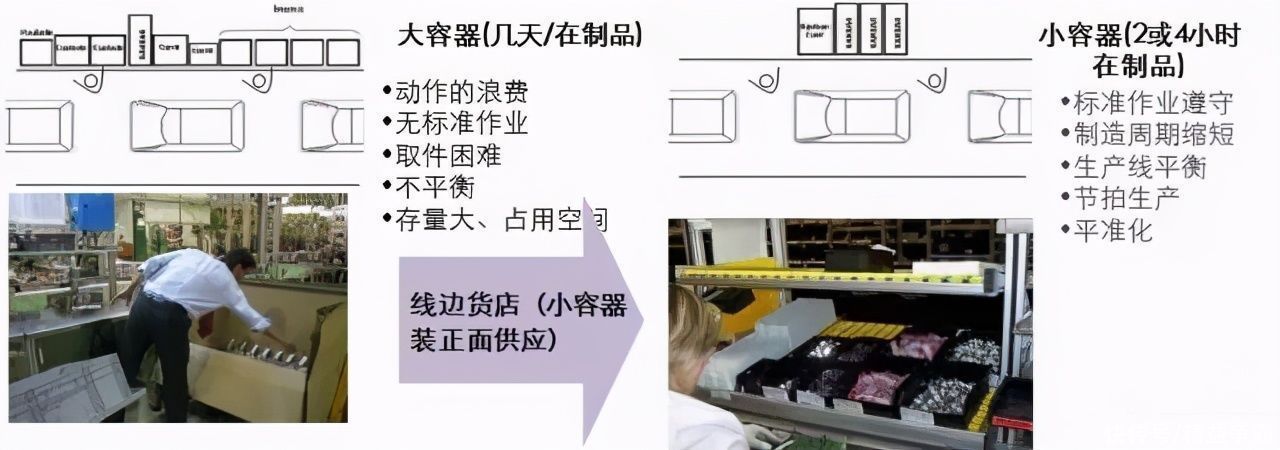
- 物流|“后疫情时代”什么值得投资?英国最大资管看好网络安全和物流行业
- 绿色|吉利新能源关联公司成立科技新公司 定位绿色智慧物流综合服务商
- 挑战|德邦股份:社区团购是对传统电商的一种补充,对物流企业来说有机会也有挑战
- 读懂|一图读懂冷链食品物流防控
- RFID在冷链物流中的作用-RFID冷链资产管理解决方案
- 刘强东今年卸任公司职务累计230个,多涉及物流供应链企业
- 编程猫领衔,9家编程app测评一览详解
- 详解m3u8协议
- 中国快递物流健康监测报告|中转/运输延误问题集中 榜眼之争仅“1亿票”之差
- Django实战016:django中使用redis详解