文章图片
文章图片
江苏激光联盟导读:
本文探讨了增材制造液体火箭发动机的最新技术、挑战和机遇 。 本文为第二部分 。
4. 端到端增材制造工艺
增材制造是一种过程敏感的生产技术 , 在这种技术中 , 材料特性的变化可以在没有正确控制的情况下预期 。 (亚表面)缺陷的潜在存在、表面粗糙度的增加、材料性能的各向异性以及与实际零件相似的见证券引入了对验证和验证产品保证过程的独特要求 。 人们认为 , 当零件或见证券在构建过程中具有相同的热历史时 , 它们可以满足相同的要求 。 严格控制从粉末供应链到AM流程、培训、配置控制、后处理、代表性材料特性采样计划和数据库的整个过程 , 对关键空间作业至关重要 。 NASA文件提供了这种获得合格冶金计划(QMP)、零件临界度分类和过程控制的确认方法 。 许多其他国际组织正在为AM过程的资格鉴定开发独特的标准 。
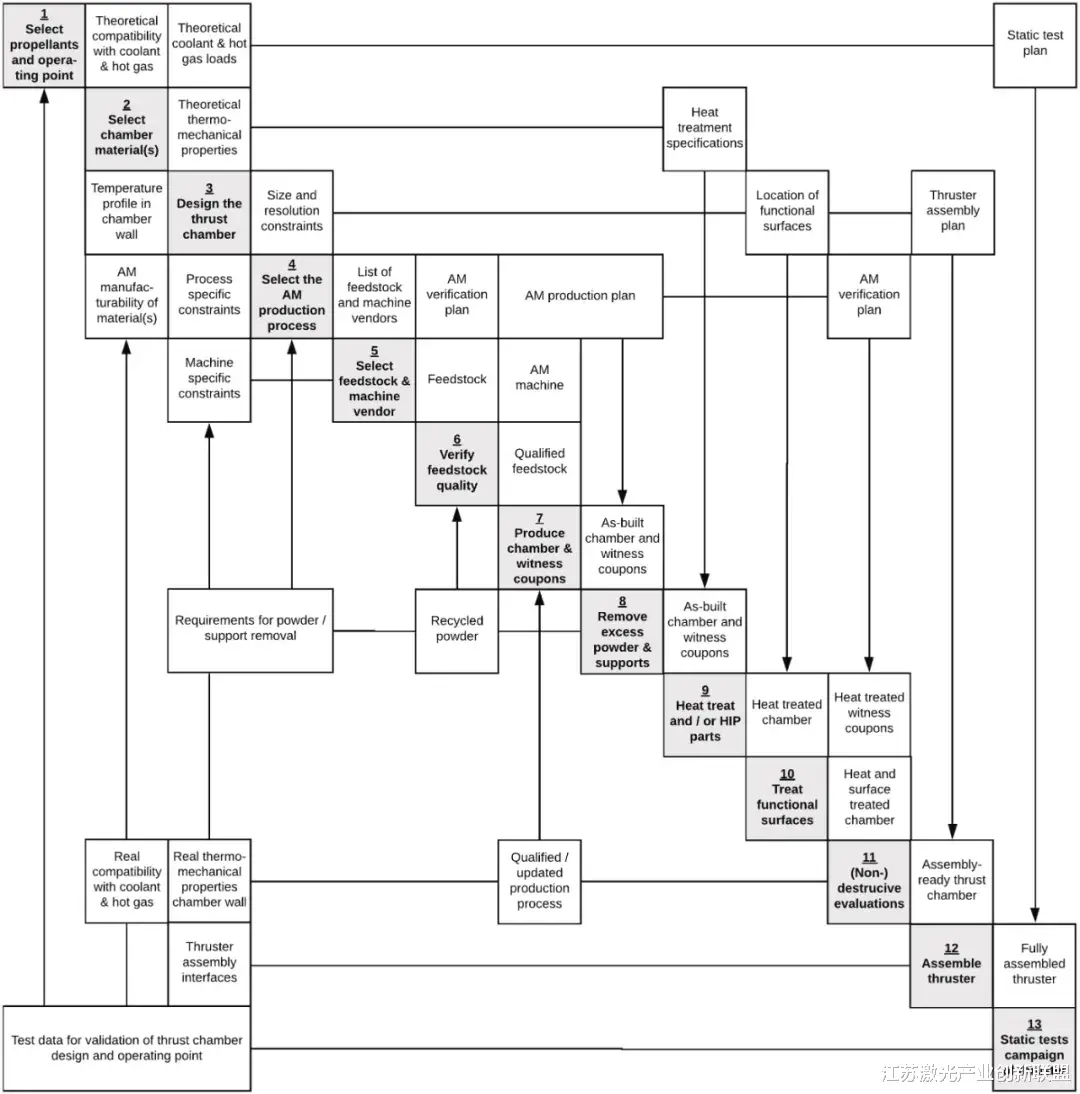
之前的一些出版物提出了一种针对增材制造零件的系统验证/验证逻辑 。 此外 , 在机构一级 , 已经为空间应用的PBF进程制定了若干标准 。 基于上述标准和出版物中提供的经验和典型程序 , 在本工作中开发了一个过程逻辑图 , 如图7所示 。 这个N2图表说明了主要步骤和AM推力室设计、生产和测试的依赖关系 。 在图中 , 行表示输出 , 而列表示不同设计阶段的输入 。
图7 N2图显示了高端端到端AM推力室的设计、制造和鉴定逻辑 。
4.端到端增材制造工艺
增材制造是一种对工艺敏感的生产技术 , 在没有正确控制的情况下 , 材料特性的变化是可以预期的 。 (地下)缺陷的潜在存在、表面粗糙度的增加、各向异性材料特性 , 以及见证试样与实际零件的相似性 , 对验证和确认产品保证过程提出了独特的要求 。 人们认为 , 当零件或见证试件在制造过程中具有相同的热历史时 , 它们可以满足相同的要求 。 从粉末供应链到AM流程、培训、配置控制、后处理、代表性材料特性取样计划和数据库的整个过程的严格控制对于关键的空间操作至关重要 。 NASA文件中提供了针对合格冶金计划(QMP)、零件临界性分类和过程控制的鉴定方法 。 许多其他国际组织正在为AM工艺的鉴定制定独特的标准 。
之前的几份出版物提出了增材制造零件的系统验证/确认逻辑 。 此外 , 在机构层面 , 已经为空间应用的PBF过程制定了若干标准 。 根据上述标准和出版物中提供的经验和典型程序 , 本工作开发了流程逻辑图 , 如图7所示 。 该N2图说明了AM推力室设计、生产和测试的主要步骤及其相关性 。 在图中 , 行表示输出 , 而列表示不同设计阶段的输入 。
4.1. AM工艺的腔体设计与选择
燃烧室的设计从一系列要求开始 , 这些要求源于发动机系统必须完成的任务 。 根据这些要求 , 可以定义特定的推进剂组合(图7中的步骤1)和一组操作条件 。 这与腔室材料的选择(步骤2)以及最终腔室的设计和分析(步骤3)密切相关 。 需要注意的是 , 所使用的AM生产过程(L-PBF/DED)已经对可行设计空间施加了要求和约束 , 如图7中的相关性所示 。
有许多参数会影响决定最合适的AM生产工艺(步骤4) , 例如商业可用性、成本、质量和材料可用性 。 此外 , 生产工艺的可能构建尺寸和特征分辨率对推力室特别重要 。 DED和L-PBF的尺寸限制在图8左图中定性说明 。 该数字是通过考虑所有主要欧洲和美国AM机器供应商的AM机器制造量得出的 。 标记指示适合构建体积的最大腔室直径/高度 。 作为参考 , 航天飞机主机(SSME)或RS-25的尺寸用虚线表示 。
图8清楚地显示了大多数商用L-PBF机器的尺寸限制 。 大型推力室(如SSME)通常更适用于DED 。 虽然如图所示 , 大小当然是一个限制 , 但各种过程也有构建特性的限制 。 L-PBF确实具有优势 , 因为它可以在如上所述的打印过程中提供更精细的功能 。 图8右侧显示了构建直径与可重复制造的特征尺寸的比较 。 应该注意的是 , 虽然L-PBF是通用的 , 但各种商用机器确实使用不同的光斑尺寸 。
图8 L-PBF与DED推力室生产工艺比较 。 左图:参照航天飞机主引擎(SSME) , 构建商业AM机器的外壳概述 。 右图:典型的最小特征尺寸和构建直径 。
- 智能|经纬、高瓴联合领投,机器视觉传感器公司深视智能完成数亿元B+轮融资
- 机器人|见证国产骄傲!又一冬奥会“黑科技”惊艳老外,已悄然占全球第一
- 华为|打压华为促使中国制造联手反击,又一家企业宣布投资千亿研发
- 扫地机器人|这是2022年1月最具成本效益的手机的安兔兔列表
- 小米科技|八年时间,小米彻底改变中国制造业,到底是怎么实现的?
- 工业机器人|比芯片垄断更严峻,制造业命脉受制于人,国产机器人开始突围
- 机器人|比硬件垄断可怕!四大外资大搞技术封锁,就连中企也嫌弃国产
- 腾讯|腾讯张军:现在制造谣言的成本实在太低了
- gen.g战队|“中国制造”再度走红?外国人排队要买,不少国人却已“抛弃”
- 外星人|印度女机器人造价4500元,却会38种语言,网友吐槽:白给都不要!