激光三角测量法在工业视觉检测上的应用
来源:公众号@计算机视觉工坊(系投稿)
作者:白杨
激光三角测量法 , 是工业视觉领域较为常用也是比较容易理解的一种3D检测算法 。 本文主要从应用层次来阐述 , 包括相机和激光选型、搭接方式的优劣点分析、软件开发过程中的注意事项等 。
1.原理及演示
将一条单线细激光光线投射到物体表面 , 由于物体表面高度发生变化 , 使得激光线发生了弯曲 , 根据这个线的变形 , 可以计算出精确的物体表面三维轮廓 。 如下图所示 , 基本组成结构有:1) 2D/3D相机 2)线激光 3)镜头 4)固定架和安装方法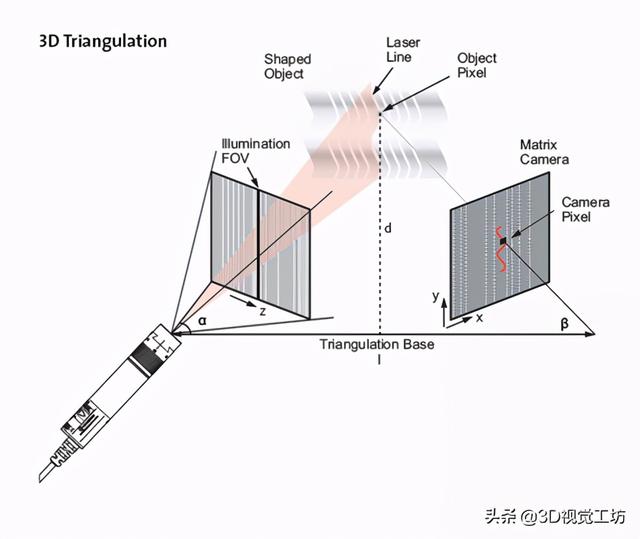 文章插图
文章插图 文章插图
文章插图 文章插图
文章插图
2.特点 1)可以同时获得X , Z向坐标
2)相机与被测物之间必须有相对运行
3)主要用于在线3D测量
4)适合近距离、高精度、高速测量
3.关键参数3.1相机的选择相机可以选择普通面阵相机或3D相机 , 均可以得到3D图像或者点云数据 。 使用普通面阵相机 , 需要自己提取轮廓线 , 并通过标定来重建深度图像 , Halcon里面有现成的例程进行实现 。 如果对行频要求不高、Z向精度要求不高的场合 , 完全可以使用高速面阵相机来实现 。
我近期所做项目 , 对行频和精度要求偏高 , 所以还是选取的3D相机的方案 。 德国的SICK、AT相机是工业检测应用中用的比较多的两款3D相机了 , 最高行频都可以做到几十KHZ , 以AT相机为例 , 具体参数如下: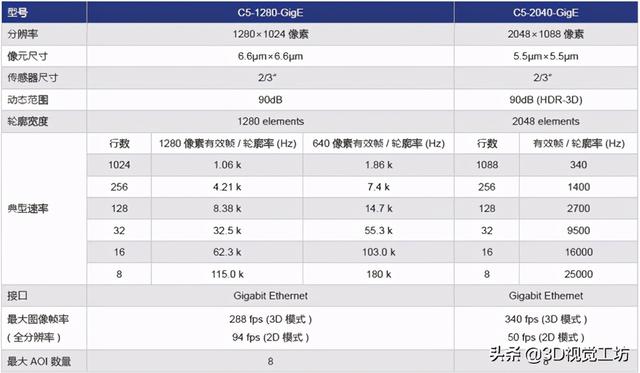 文章插图
文章插图
行频的大小除了和行数有关 , 也跟设置的ROI的宽度(像素点数)、曝光时间均有直接的关系 。
3.2线激光的选择线激光的评价参数有很多 , 如均匀性、点稳定性、准直度、瞄准线、功率稳定性 。 激光器自身的参数有:扇角、功率、景深等 。 实际项目选型中 , 最常用的参数有:
- 扇角:扇角越大 , 同样工作距离对应的激光线越长 。
 文章插图
文章插图- 功率:功率越高 , 激光的强度越大(肉眼看越亮) 。 对于黑色不反光材质 , 要选择功率大一点的激光 。 功率的稳定性也会影响测量的灵敏性 , 较差的功率稳定性 , 将不能使用固定的阈值方法 , 对于较低对比度的物体测量变得困难
- 均匀性:不好的均匀性会降低分辨率和精度
 文章插图
文章插图经过对多个不同品牌激光的测试 , 德国的ZLaser激光是性价比较高的一款激光 , 多种型号可以满足不同场合的应用 。
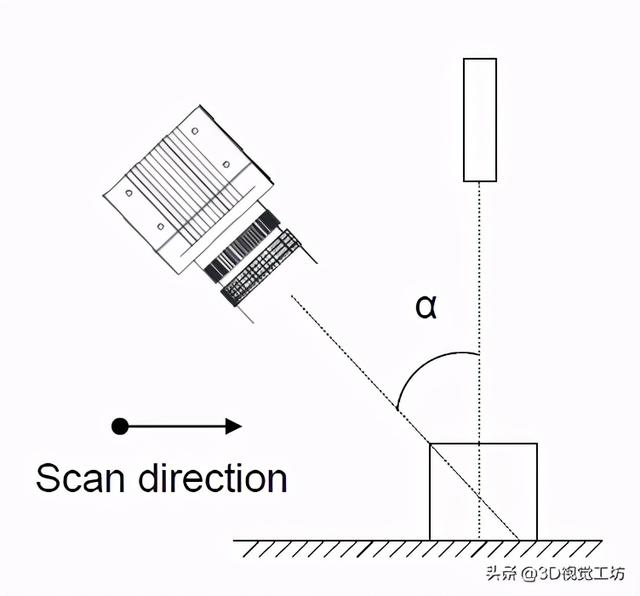
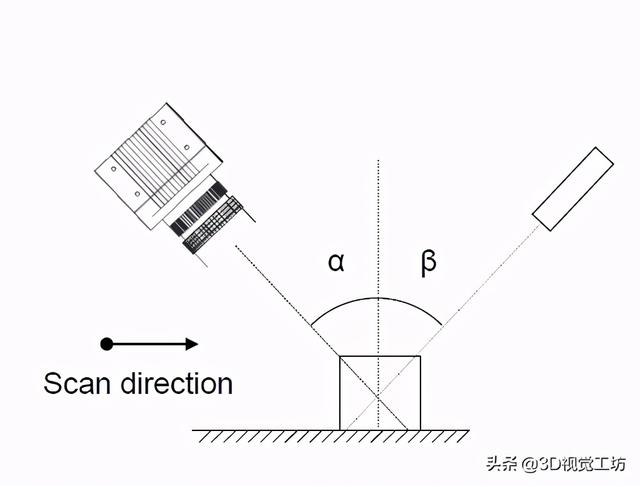
3.3搭接方式的选择1)标准安装:激光垂直材料平面 , 相机与激光呈α角度
 文章插图
文章插图适应场合:大多数场合均适用
优点:轮廓上的点都有相同的Y坐标 , 标定简单
缺点:存在盲区
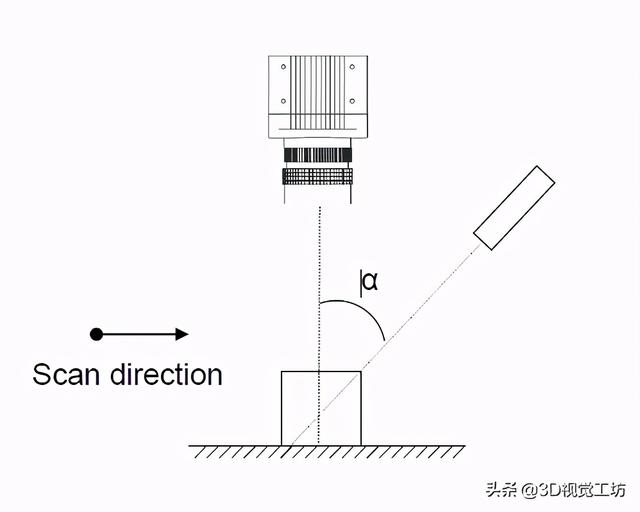
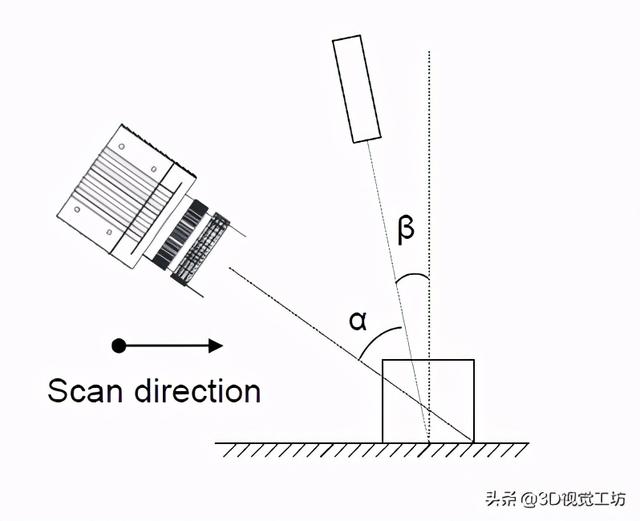
2)反向安装:相机垂直材料平面 , 激光与相机呈α角度
 文章插图
文章插图适用场合:平面物体
优点:可增加高度分辨率
缺点:轮廓上的点的Y坐标不相同 , 标定复杂
3)发射式安装或明场安装方式
 文章插图
文章插图适用场合:适用于返光不强的平面物体 。 由于直接反射 , 可增加物体的返光亮度(对于某些材质 , 可能是缺点) 。
优点:大大增加高度分辨率
【激光三角测量法在工业视觉检测上的应用】 缺点:标定复杂
4)暗场安装方式
适用场合:返光较强的平面物体 。
 文章插图
文章插图优点:可减少直接光的反射
缺点:会降低高度分辨率 , 标定复杂
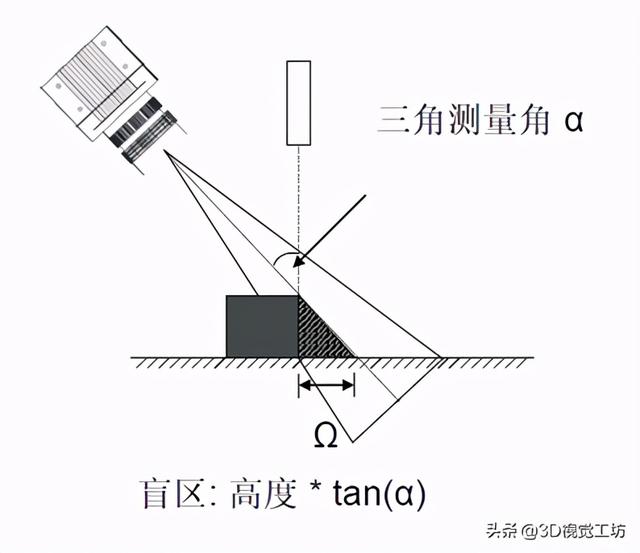
3.4测量角的选择较大的测量角 , 可以带来更高的Z方向分辨率 , 同时也会导致更大的盲区 。 所以需要根据实际项目情况进行权衡 。
 文章插图
文章插图例如:5mm高物体 ,, 盲区为4.2mm
4.实际应用4.1应用举例
 文章插图
文章插图
- 创意|wacom one万与创意数位屏测评
- iPhone|折叠屏iPhone要来?曝苹果开始测试|OPPO Reno5真机曝光
- 承受|折叠屏iPhone已开始测试?要求能承受10万次折叠,或在2年后发布
- 华为|骁龙870和骁龙855区别都是7nm芯片吗 性能对比评测
- 效果|周冬雨化身美妆效果评测员?相比美妆数码宅的我更期待OPPO新机
- 手机|新鲜评测:让手机变身电脑的显示器见过没?只用4步即可完成!
- 操作|[LIVE On]黄敏贤和郑多彬充满心碎的下午:机器操作每次都不能通过测试
- 一加9和华为p40哪个好 一加9和华为p40对比区别评测
- 测试阶段|折叠 iPhone 终于要来了,已经进入测试阶段~
- X50|vivo X50 Pro+深度测评:全能影像机皇登场