文章图片
文章图片

文章图片
文章图片
文章图片

文章图片
文章图片
文章图片
使用WORKNC编程如能做到以下几点 , 将会有效提升编程效率 。
1. 使用WORKNC最好借助模板编程 , 类似的工件 , 套用模板 , 不为程序的架构和参数的设置费心 。
2. 使用WORKNC要讲究统筹方法 , WORKNC计算着下模 , 用UG做上模的数据准备 , 提高编程效率 。
3. 使用WORKNC编程要有全局观念 , 将需要的全部程序都建完了再运算 , 这需要经验的支撑 , 能预知程序计算结果 。
4. 使用WORKNC编程要熟悉多种功法 , 灵活运用每一种功法来达到编程目的 , 熟能生巧 , 不被一个小问题卡壳 。
5. 使用WORKNC编程要锻炼一次就把事情做对的能力 ,如果导入WORKNC的数据有问题 , 可能所有程序都要重新计算 , 这会带来编程时间的翻倍 。
总之:使用WORKNC编程就像骑一匹烈马 , 驾驭了它 , 它会带给你惊喜 , 如果抵触它 , 不去驾驭 , 就会为它所累 。
一、型面加工编程体会
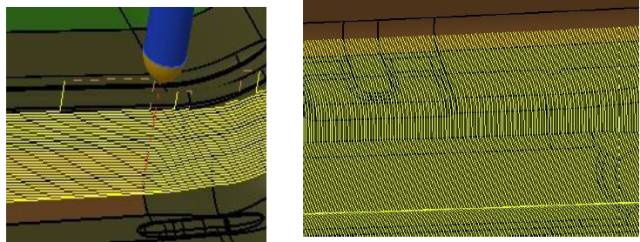
1. 型面粗加工
WORKNC用来做型面开粗有以下4个特点:
1)WorkNC特有的毛坯合并功能 , 无论锻铸件均可轻易实现层切开粗加工 。
2)程序采用的是大进给小切削量的加工方式 , 既保证了加工效率 , 又因切削力
小 , 有效的保护了刀具和机床.
3)使用毛坯继承功能做二次开粗程序 , 可使开粗加工更彻底 。
4).带有负角的型面不易做开粗程序 , 希望后续版面能有所改进 。
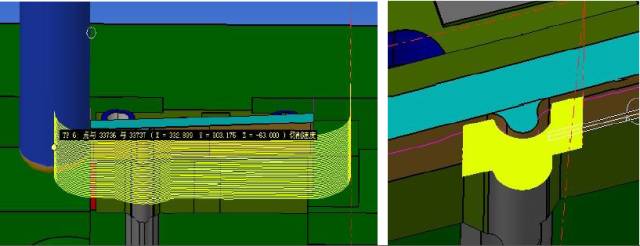
2. 型面精加工
WORKNC编制型面精加工程序有以下2个特点:
1)WORKNC软件 , 因其内部插补算法的不同 , 提高了加工表面质量 , 外板模具 , 原先型面加工后经常出现波纹 , 应用WORKNC后没有再出现波纹现象 。
2)WORKNC编程利于细化分片 , 不同特征的型面部位 , 采用了不同的走刀方式 , 如陡峭区域引入驱动线编程 , 刀轨按照3D沿面等距偏置 , 从高到低加工;而平坦区域使用投影功法沿机床长轴进行加工 , 考虑机床在两轴联动时精度更高 , 总体上既保证加工刀痕均匀 , 又优化了加工工艺性 。
3. 小刀清根
WORKNC编制小刀清根程序有以下3个特点:
1)WORKNC编制的小刀清根程序更安全 , 将实际的机床头及卡头参数选入数据库 , 引入刀具碰撞检测功能 , 使刀柄和附件头一块参与计算 , 计算得出安全刀长 , 按照刀长数据选刀 , 保证程序无干涉碰撞 。 为自动化加工做好准备 。
2)小刀清根刀轨从切削量到最大量渐进式走刀 , 并且为环绕方式 , 刀具受力更稳定 , 不易断裂 。
3)更易分片 , 使用软件保存碰撞部分和没有碰撞部分程序 , 实现自动分片 。
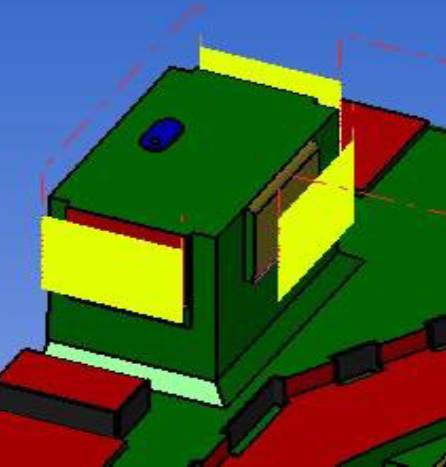
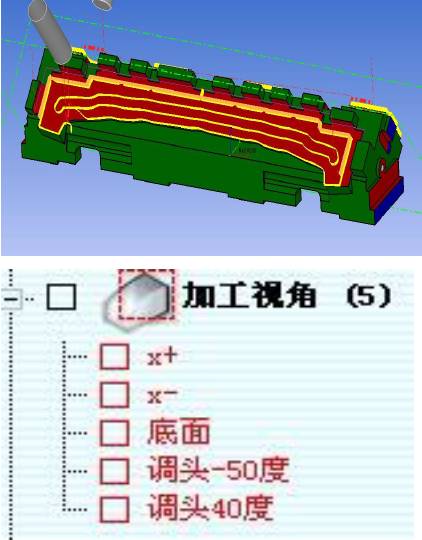
4. 刃口轮廓
WORKNC编制型面刃口轮廓程序有以下几个特点:
1) WorkNC给出的轮廓程序可实现三维层切 , 并且可根据设定的参数 , 控制不同刀具每一层的切削量 , 切削工艺性更加合理 。
2)可使用曲线清角功法对角部层切清角 , 程序编制参考上一把刀具 , 加工位置准确 , 无浪费刀轨 。
3)新功法能根据参考实体自动判断加工侧 , 避免了设置进刀点的繁琐 。
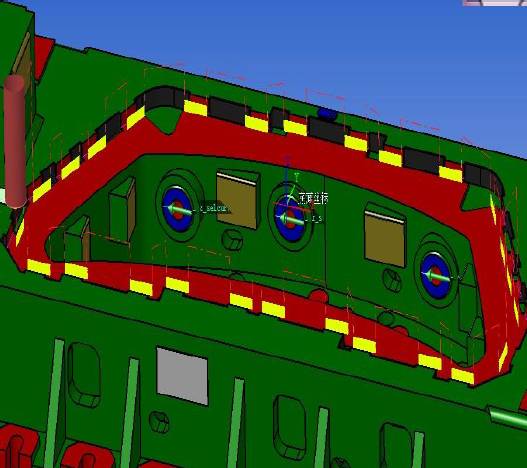
5. 凹模套孔
WORKNC编制凹模套孔程序有以下几个特点:
1)最新版本功法可通过直接选取凹模套底平面做程序 , 程序可根据孔的高度自动判断加工深度 , 非常方便 。
2)不同高度的孔可在一个程序里面实现编制 , 每层切深有参数控制 , 可量化 , 进刀更可靠 , 不必增加螺旋距离 , 加工效率更高 。
- 编程|Web前端:Redux 和 Mobx比较,哪个更好?
- 编程|中邮Hi nova 9 SE手机正式发布:66W快充加持,2499元起售
- 编程|关于小白自学编程的一些个人见解
- 小米科技|太卷了!又一位高颜值产品经理火了!小米CIVI 1S靠她撑场面
- 编程|继华为仓颉后,再现4款国产编程语言,形式多样,有一款0代码
- 编程|别说了丨我刚从互联网大厂“毕业”了
- 裁员|互联网大厂裁员真相——一位深圳互联网大厂员工匿名讲述
- Python|嵌入式开发:使用Micro Python进行嵌入式软件编程的5大优势
- Java|Java:Java 编程语言有什么好处?
- 淘宝|淘宝历史上第一位买家!享受终身支付宝会员特权,他当年买了啥?