文章图片

文章图片
激光切割工作原理激光切割是利用聚焦的高功率密度激光束照射工件 , 在超过激光阈值的激光功率密度的前提下 , 激光束的能量以及活性气体辅助切割过程所附加的化学反应热能全部被材料吸收 , 由此引起激光作用点的温度急剧上升 , 达到沸点后材料开始气化 , 并形成孔洞 , 随着光束与工件的相对运动 , 最终使材料形成切缝 , 切缝处的熔渣被一定的辅助气体吹除 。
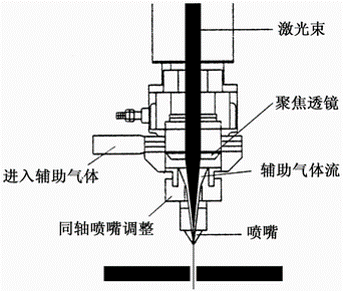
激光切割机喷头示意图
激光切割的特点
- 切割速度快 , 热影响区小 。 热影响层深度 0.05--0. 1mm , 热畸变形小 。
- 切割质量好 。 切口边缘平滑 , 无塌边 , 无切割残渣 。 对轮廓复杂和小曲率半径等外形均能达到微米级精度的切割 。 割缝窄 。 一般为0.1--1mm 。
- 无刀具磨损 , 没有接触能量损耗 , 也不需更换刀具 , 易于实现自动控制 。
- 激光束聚焦后功率密度高 , 能切割各种材料 , 如高熔点材料、硬脆材料 。
- 可在大气中或任意气体环境中进行切割 , 不需真空装置 。
- 噪声低 , 无公害
切割样品示例
激光切割分类汽化切割:工件在激光作用下快速加热至沸点 , 部分材料化作蒸汽逸去 , 部分材料为喷出物从切割缝底部吹走 。 这种切割机制所需激光功率密度一般为108W/cm2左右 , 是无熔化材料的切割方式 , 适用木材、塑料等 。
熔化切割:激光将工件加热至熔化状态 , 与光束同轴的氩、氦、氮等辅助气流将熔化材料从切缝中吹掉 。 熔化切割所需的激光功率密度一般为107W/cm2左右 , 适合金属材料 。
氧助熔化切割:金属被激光迅速加热至燃点以上 , 与氧发生剧烈的氧化反应(即燃烧) , 放出大量的热 , 又加热下一层金属 , 金属被继续氧化 , 并借助气体压力将氧化物从切缝中吹掉 。 适用金属材料 。
影响激光切割质量的因素激光切割质量包括:割缝入口处轮廓清晰 , 割缝窄、割缝边的热影响层小 , 无切割粘渣 , 切割表面光洁等 。
影响激光切割质量的因素:激光功率、激光振荡模式、焦点位置、辅助气体和切割速度等 。
- 激光功率:激光功率增加、其切割速度和工件的切割厚度增加 , 但切割效率降低 。 确定切割速度和切割厚度的主要参数是激光的功率和材料的性能 。
- 光束模式:聚焦能力与它光束模式有关 。 基模(TEM00) , 光斑内能量呈高斯分布 , 几乎可把光束聚焦到理论上最小的尺寸 。 而高阶或多模光束的能量分布较扩张 , 经聚焦的光斑较大而能续密度较低 , 用它来切割材料犹如一把钝刀 。
- 焦点位置:焦点位置对熔深和熔池形状的影响很大 。 这种影响对切割虽不像对焊接那样大 , 但无疑影响切割质量 。 图所示为采用激光切割5mm厚高合金钢板时的焦点价置与切割缝宽度的关系曲线 。 由图可知;在焦距位置距工件表面1mm处所得到的割缝最窄 。 透镜焦长小 , 光束聚焦后功率密度高 , 但焦深受到限制 。 它适用于簿件高速切割 , 此时应使焦距的位置维持恒定不变:长焦透镜的聚焦光斑功率密度低 , 但其焦深大 , 可用来切割厚材料:板材越厚 , 焦点位置的正常范围越窄 。
4.辅助气体和喷嘴
辅助气体的作用是:
- 与金属产生放热化学反应 , 增加能量强度 。
- 从切割区吹掉熔渣 , 清洁切缝;
- 冷却切缝邻近区域 , 减小热影响尺寸;
- 保护聚焦透镜 , 防止燃烧产物沾污光学镜片 。
- 喷嘴孔尺寸必须容许光束顺利通过 , 避免孔内光束与喷嘴接触 。
- 喷嘴喷出的辅助气流必须能使去除切缝内熔融物和加强切割作用有效耦合 。
激光切割对气流的基本要求是进入切口的气流量要大 , 速度要高 , 以便有充足的氧气使切口材料充分进行放热反应 , 并有足够的动量将熔融材料喷射带出 。 而这些都与气流作用在工件表面的滞止压力有关 , 可称之为切割压力 。 为了得到高的切割速度和切口质量 , 切割压力应该大 。
- 机器|激光粉末床熔合中成分和相图特征对适印性和微观结构的影响:合金系统加工图的开发和比较 (一)
- 天津大学|“玻色量子—天津大学超快激光基金”捐赠仪式今日举办
- NASA|NASA的激光通信中继演示: 你需要知道的6件事
- 激光电视|卢伟冰自曝新机,成本远超1999元,可能让你失望了
- x光|制出相对论激光驱动超快 X 射线衍射系统,该技术全球有何分布?
- 激光器|DKDP晶体亚纳秒激光调节的优化策略
- 太空垃圾|大白天也能发现太空垃圾?没错!科学家这次用了激光技术
- |激光光谱检测仪
- 机械|Ti-6Al-4V合金碟片激光焊接接头组织与力学特性研究(贰)
- 航天|激光粉末床熔化原位制造ODS FeCrAlY合金