
文章图片
文章图片
文章图片

文章图片
文章图片
文章图片

文章图片

文章图片
文章图片
文章图片
文章图片
文章图片

文章图片

【核能|激光-双TIG复合焊接中激光同步诱导电弧等离子体的研究】江苏激光联盟导读:
本文首先提出了一种激光诱导的双弧焊复合焊接技术;基于弧光谱的诊断 , 提出了一种同步感应的判断办法;通过增强的激光效应来增强双弧焊可以通过调节参数来实现;与此同时探索了激光同步诱导增强双弧焊的机理 。
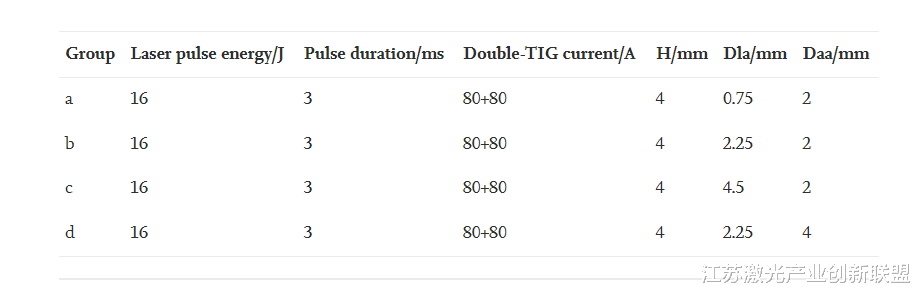
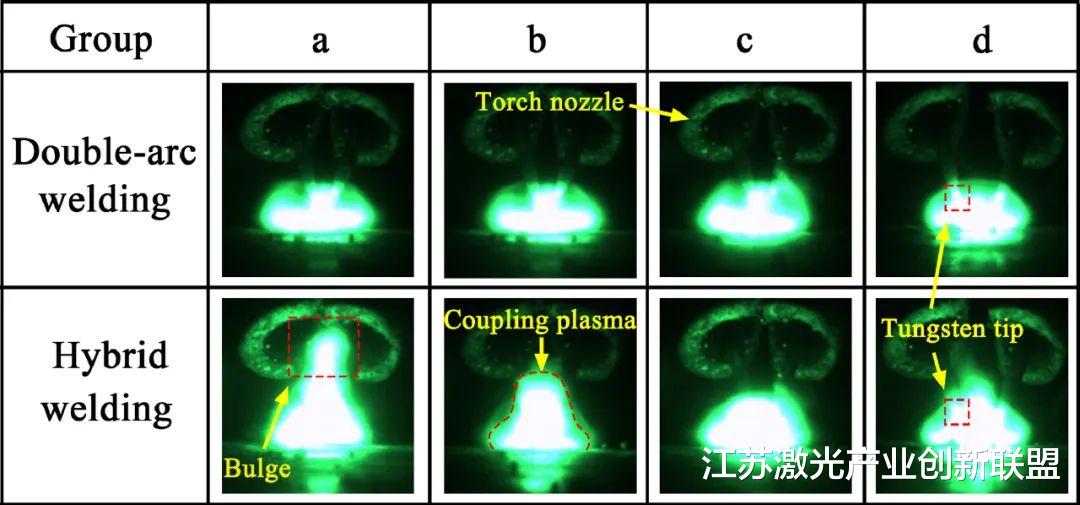
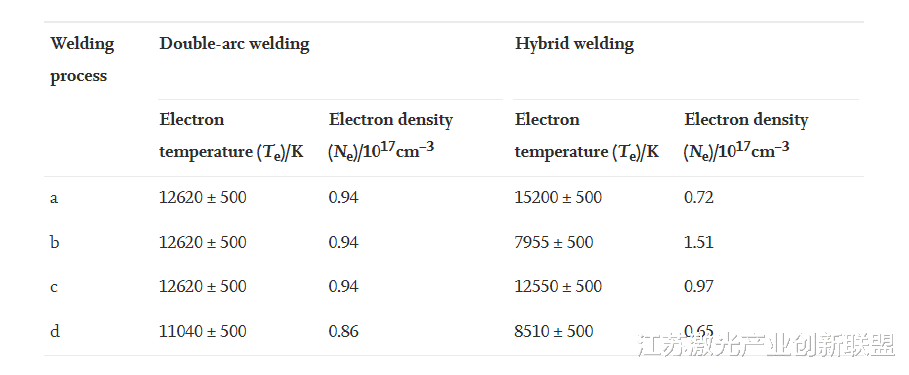
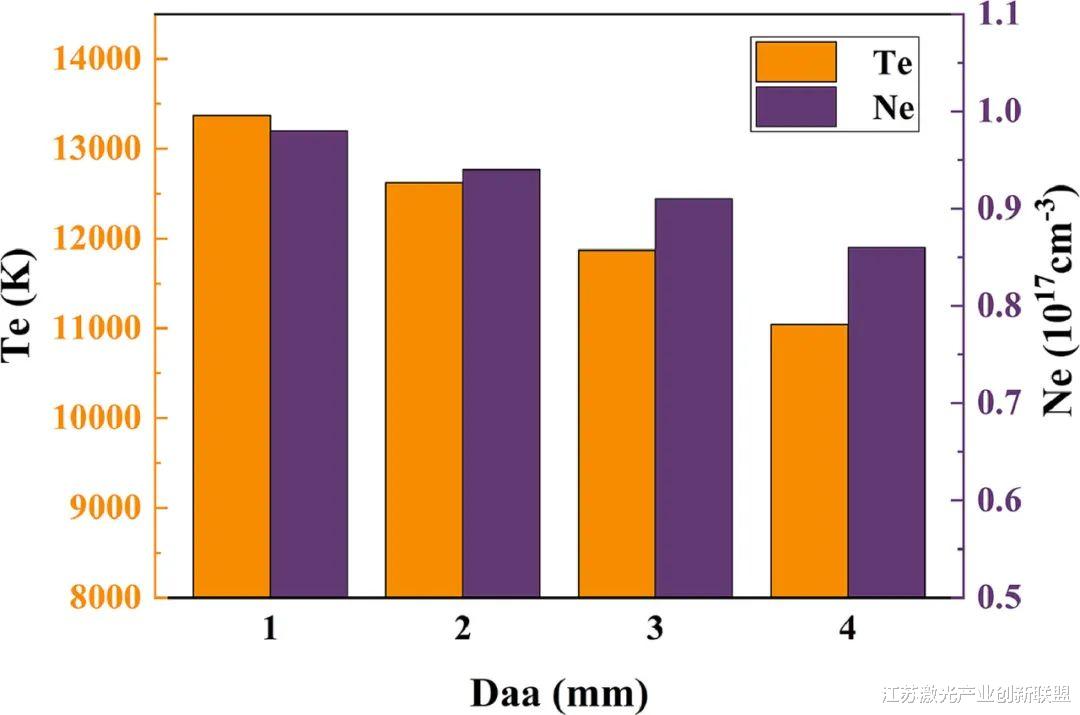
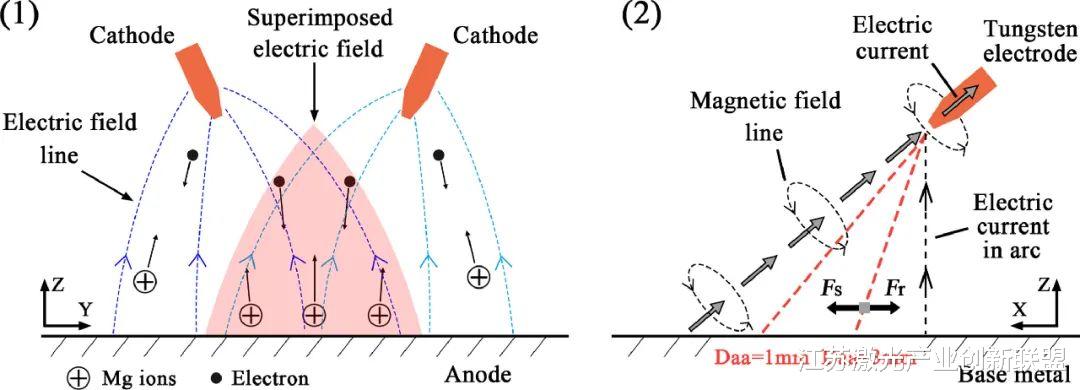
摘要:为了实现双TIG电弧的耦合放电 , 提高电弧能量的利用效率 , 本文研究了激光对双电弧等离子体的同步诱导 。 通过高速摄像和光谱诊断的方法 , 分析了双电弧焊和复合焊中电弧等离子体形状、电子温度和密度的特点 。 建立物理模型来讨论同步诱导机制 。 结果表明 , 热源之间存在四种典型的位置关系 , 形成了四种双电弧等离子体形状 。 其中 , 同步诱导只存在于电子密度比普通双电弧热源高60.64%的耦合等离子体中 。 当复合焊接中产生小孔电流时 , 小孔电流与两电弧电流之间的电磁力之和就是同步诱导的驱动力 。 当驱动力大于双电弧刚度时 , 发生激光同步诱导双电弧 。 1. 引言低能耗、高效率、高质量焊接一直是焊接研究领域的主要目标 。 近年来 , 由于激烈的市场竞争和工业需求的迅速增长 , 新型电弧焊接技术不断发展 。 目前 , 双TIG电弧焊技术已发展成为一种稳定高效的焊接方法 。 由于双TIG焊接技术具有提高薄板焊接速度、提高沉积速率等优点而受到广泛关注 。 在双TIG焊接中 , 由于两个电弧在同一熔池上燃烧 , 焊接总热输入得到了改善 , 且热量分布发生了变化 。 因此 , 熔池具有足够的液态金属和热量以获得更高的沉积速率 。 另外 , 使用单个TIG热源进行高速焊接时 , 需要提高焊接电流 , 而较大的电流会产生更强的电弧力 。 液态金属排到熔池周边来不及回填 , 形成底切和驼峰缺陷 。 薄板的高速焊接缺陷可以通过双TIG热源解决 , 因为其电弧压力较小 , 且母材充分熔化消除了熔池润湿性差的问题 。 这种焊接方法的突出优点主要是通过两个电极在降低电弧压力的同时提高了焊接电流的上限 , 而热源的物理性质没有改变 , 如低能量密度和利用率 。 现阶段 , 双TIG焊接技术还存在阻碍其进一步发展和扩大应用的问题:焊接能耗高 。 因此 , 为了提高这项技术和电弧能量的利用率 , 寻找一种基于双TIG电弧的低能耗、高效率的焊接方法具有重要意义 。 激光-电弧复合焊接于1979年由Steen首次提出 。 由于其在焊接穿透性和焊接速度方面的显著提高 , 引起了众多研究人员的关注 , 且形成了激光与电弧相互作用的理论 。 众所周知 , 在复合焊接中 , 激光照射金属板形成激光匙孔 , 且电弧等离子体对金属表面的预热作用可以提高激光能量的吸收率 。 此外 , 激光对电弧等离子体具有吸引和稳定作用 。 本质上 , 匙孔等离子体为电弧等离子体中的电子移动到工件上提供了一个较低的电阻率导电通道 , 允许电弧能以最有效的方式输入到被处理的材料中 。 因此 , 基于匙孔等离子体的这一特性 , 激光同步诱导双TIG电弧可能是实现双电弧耦合放电 , 提高电弧能量密度的有效途径 。 然而 , 过去几年对激光-双TIG复合焊接技术的研究较少 , 激光对双TIG电弧的同步诱导机制尚不清楚 。 因此 , 为了充分发挥双电弧焊的优势 , 进一步提高这种焊接方法的应用 , 有必要研究激光辐射同步诱导双TIG电弧等离子体 。 在激光-双TIG复合焊中 , 激光和两个电弧有多种空间排列 。 当两个电极平行于激光束两侧的焊接方向放置时(L-T-T模式) , 由于焊枪角度和焊接方向的共同影响 , 两个电弧等离子体呈现不同的状态 , 不利于诱导现象的观察和比较 。 为保证电弧等离子体处于同一状态 , 本文选择了两个电极垂直于激光束两侧焊接方向放置的混合焊枪结构(L-TT模式)作为研究对象 。 本文详细研究了激光对电弧等离子体的同步诱导现象和机理 。 由于镁合金的低熔点、低沸点和低电离能 , 选择在镁合金板上进行焊接实验 。 同步诱导的实验现象被放大 , 此举有利于观察实验结果 。 高速相机和光谱仪用于连续准确地采集双电弧等离子体的信息 , 包括等离子体形状和光谱信息 。 对比分析了电弧等离子体的物理特性(电子温度、电子密度) 。 通过研究复合焊接参数与同步诱导现象的关系 , 建立了一个物理模型 , 以准确定量分析同步诱导机理 , 对激光-双TIG复合焊接的发展具有重要指导意义 。 2. 材料和方法激光-双TIG复合焊接系统如图1所示 。 它由一个脉冲Nd:YAG激光电源和两个独立的OTC AEP-500P TIG焊接电源组成 。 激光束的波长为1064nm , 通过焦距为150mm的凸透镜将直径为0.6mm的圆形光斑聚焦在工件上 。 激光器平均额定功率为1kW , 脉冲能量由脉冲激光器的激发电流和脉冲宽度控制 。 双电弧由两个彼此靠近的TIG焊枪产生 。 焊枪分别配有经过特殊处理的陶瓷喷嘴 , 确保两个钨极尖端(Daa)之间的距离可以自由调节 。 两把TIG焊枪置于激光束的同一侧 , 对称分布在激光束轴线所在的XZ平面上 。 焊枪夹角约15° , 焊枪与工件夹角约45° 。 Daa和钨电极尖端与激光束轴(Dla)之间的水平距离可以通过0.003mm微米平移台的精度分别进行调整 , 实现了电弧和激光的近轴混合 。 选择直流正接(DCEN)作为TIG电弧模式 。 保护气体采用纯度为99.99%的氩气 , 通过枪喷嘴的保护气体流量设定为10L/min 。 焊接方向如图所示 。
- 机器|激光粉末床熔合中成分和相图特征对适印性和微观结构的影响:合金系统加工图的开发和比较 (一)
- 太空|中国将在太空计划中开发核能,最新反应堆动力比美国强100倍
- 天津大学|“玻色量子—天津大学超快激光基金”捐赠仪式今日举办
- NASA|NASA的激光通信中继演示: 你需要知道的6件事
- 激光电视|卢伟冰自曝新机,成本远超1999元,可能让你失望了
- x光|制出相对论激光驱动超快 X 射线衍射系统,该技术全球有何分布?
- 核能|宋宵因从吃到用了解酶46白蚁食木是有一种生物酶帮忙
- 激光器|DKDP晶体亚纳秒激光调节的优化策略
- 太空垃圾|大白天也能发现太空垃圾?没错!科学家这次用了激光技术
- |激光光谱检测仪